电雕凹版是目前国内软包装凹印行业用最普遍的一种印版,其工艺流程如图1所示。本文将对软包装凹版的电雕制版工艺流程加以简单介绍。
接稿和审稿
接稿和审稿是一个十分重要的环节,接稿人员首先必须与客户沟通好,弄清楚活件的类型:是新版、改版还是旧版重雕?如果是新版,就要经历图1所示的整个工艺流程;如果是改版且客户自带旧版辊的话,就可以省去机加工工序;如果是旧版重雕(比如铜层被划伤),则可以省去机加工和电脑制作两道工序。下面以新活件为例对接稿和审稿工作进行介绍。
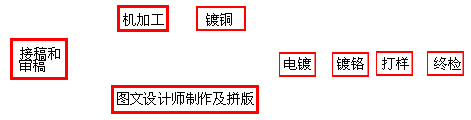
图1 电雕制版工艺流程图
首先检查客户提供的资料(光盘、彩稿、塑料样或者标准色样、文字性说明等),并一一做好登记,因为有些物品资料在发货时还要随版返还客户。接下来就该审稿了,一般包括以下几项主要内容。
(1)首先要确定稿件的成品尺寸,这是最基本也是最重要的一点。
(2)根据稿件尺寸计算出合适的版辊尺寸(长度和直径)。
(3)确定堵孔的尺寸及版辊直径的递增值(一般为0.03mm)。
(4)根据印刷方式(里印或者表印)确定是制正版还是反版,如果是里印活件需制正版,表印活件则需制反版。
(5)根据稿件的具体情况确定分哪几色制版(即版辊数量)。
(6)根据印刷方式确定印刷色序,一般来说,里印活件的印刷色序是由深到浅,比如黑→蓝→红→黄→白,而表印活件的印刷色序则恰恰相反,通常是按照由浅到深的顺序进行印刷,比如黄→品红→青→黑。
(7)如果稿件铺满底色的话,确定是否要需要出血。
(8)确定客户对套印线的类型有无特殊要求。
(9)明确是采用普通的分切检测线,还是客户另有特殊要求。
(10)明确客户对分切方向有无特殊要求,在确定拼版方向时一定要考虑到这一点,可以避免成品膜卷的重卷。另外,如果产品要在自动包装机上自动包装,也需要考虑拼版方向。
(11)制袋技术的要求,比如是三封袋还是背封袋?如果是背封袋,制袋光标要用什么颜色?光标尺寸大小有无特殊要求?如果是三封袋,那么热封边的宽度应该留多少等。
上述问题确定之后,就可以填写版辊加工单和制版说明书了,并在版辊加工单和制版说明书中对以上各项内容分别详细注明。同时还要将客户资料和活件资料存档,以便日后查阅和调用。
图文设计与制作
电雕制版中的图文设计与制作,应当注意以下几点。
(1)凹版印刷的规律是:高光部分的小网点易丢失,暗调部分易并级。因此,在图像处理过程中应该有意识地提高图像高光、亮调部分的层次,并适当压缩暗调层次。
(2)在OPP薄膜上印刷时,由于5%以下的小网点往往印不出来,因此高光网点可以设定为C7%、M5%、Y5%,以利于小网点的再现,并保证高光层次丰富。同时,暗调不宜定深,以防网点并级为实地,黑场网点值可以设定为C90%、M81%、Y80%、K66%。
(3)在渐变过渡网时,最好在photoshop中加噪,数值为3~6,以使过渡比较均匀。
(4)版面中的细线条、小文字等应尽量采用单色,以防套印不准。
(5)文字规格不能太小,一般不能小于4pt,防止印刷时阳文变粗、阴文变细或糊死。
(6)独立细线条的宽度不宜过细,一般应大于0.16mm。
(7)陷印值的大小跟稿件以及客户所用凹印机的套印精度有关,一般控制在0.1~0.3mm,可以根据具体情况来确定。
(8)尽量采用常用字体,如方正、汉仪、文鼎字库的字体,以免RIP时出错。
机加工
在接到版辊加工单后,机加工工序人员要先根据加工单上所指明的版辊尺寸备料,然后再进行滚筒加工,加工方法一般有以下两种。
(1)采用无缝(厚壁)钢管直接加工成套筒形滚筒,这种方法的加工工序少,但直径规格受到限制,且滚筒内径加工尺寸一定要能与凹印机上的版辊轴相匹配。
(2)采用壁厚在10mm以上的钢板,剪切后用卷板机卷压成筒状,然后再焊接、车光、磨平、抛光。这种凹版滚筒一般由滚筒、轴和加固筋三部分组成,加固筋的作用是防止滚筒变形变翘。这种滚筒加工复杂,尤其是动平衡和同心度较难掌握。
值得注意的是,薄膜在印刷过程中受热张力的作用易产生拉伸现象,因此,每套版辊相邻滚筒的直径要有一定的递增量,以弥补薄膜尺寸延伸带来的误差,从而保证套印精度以及各色组张力的相对稳定。
滚筒的机加工质量要求如下。
(1)滚筒的直径误差应控制在±0.02mm以内。
(2)滚筒表面光滑,无划痕、碰伤等。
(3)堵孔尺寸一定要符合要求,比如外径尺寸、键槽的宽度和深度等。
(4)滚筒两端锥孔的不同心度不能超过0.03mm。
(5)动平衡试验时不能出现上下跳动现象,否则会影响印刷时的套印精度,尤其是在高速印刷情况下很可能会出现大的偏差。
镀铜
在对机加工后的滚筒进行电镀之前,首先要进行清洗处理,因为如果滚筒表面有油污,电镀铜层就有一定的困难。可以先用去污粉或者去脂剂等仔细擦拭滚筒表面,去除滚筒上的油污,再用稀盐酸冲洗一次,最后用水彻底清洗干净,之后放入电镀槽中进行电镀。
清洗后的滚筒不能直接放入镀铜液中镀铜,必须要先镀镍再镀铜,否则铜层与辊芯的结合会十分不牢固。镀铜之后的滚筒要在研磨机上进行研磨,一般先粗磨(比如用180号磨石),然后再细磨(比如用800号和2000号磨石),最后还要上抛光机进行抛光。
电镀铜层的质量标准如下:
(1)铜层表面光滑平整,没有砂眼、油点,不起皮。
(2)铜层厚度一般为0.1mm左右,铜层太厚,造成不必要的浪费;铜层太薄,电雕时容易打针。
(3)铜层硬度应该控制在180~220HV,硬度太高,电雕时容易打针;硬度太低,网点易变形,不利于阶调的还原和再现。


全部评论